- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

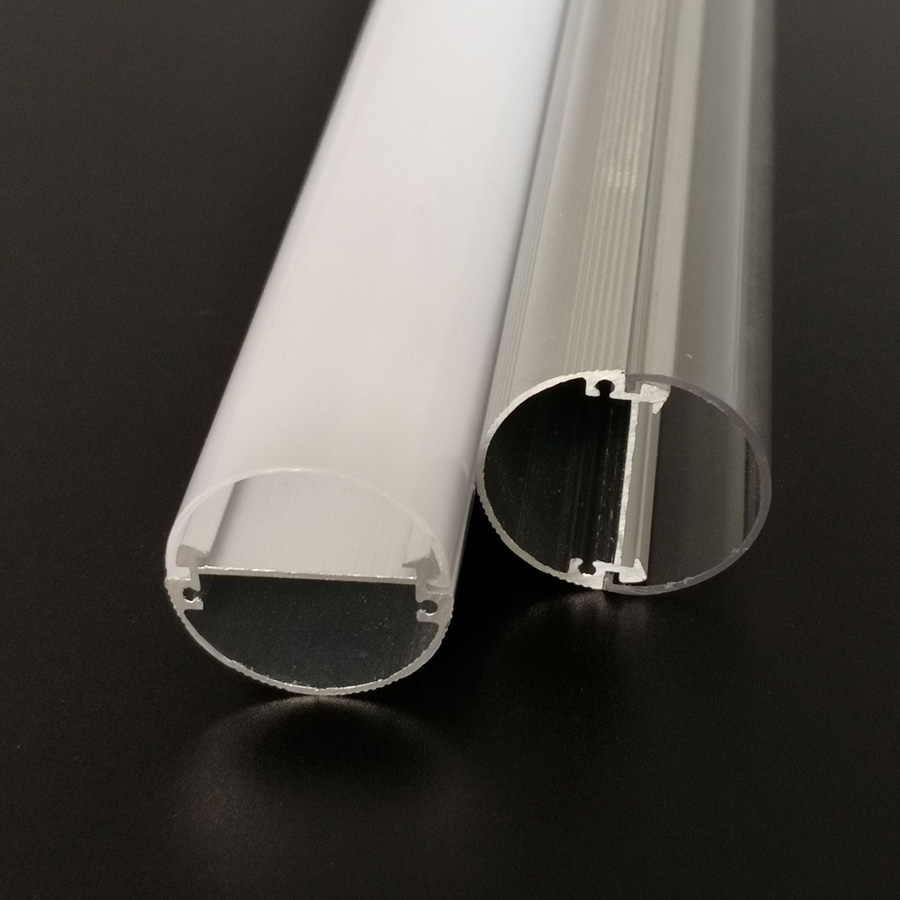
Záležitosti vyžadující pozornost v procesu natahování pláště LED hliníkového profilu
Záležitosti vyžadující pozornost v procesu protahovánískořepina z led hliníkového profilu
S rychlým vývojem elektronických produktů se plášť používá jako ochranný obal elektronických produktů a typy materiálů jsou také velmi široké. Skořepina hliníkového profilu je doplněním procesních kroků předběžného pokovování a galvanického pokovování na základě konvenčního procesu pokovování titanem. Proces hliníkových profilů Jedná se o vložení aktivovaných pokovených částí do vodného roztoku soli a kyseliny chlorovodíkové pro chemické ošetření; lze jej zpracovat na různé řady světlých hliníkových výrobků, jako je zlato, barva, černá a tak dále.
1. Natažení musí být provedeno poté, co se profil z hliníkové slitiny ochladí pod 50 stupňů, než jej lze přesunout do napínacího rámu za účelem protažení. Pokud je teplota příliš vysoká, natahování nejen spálí lidské tělo, ale také spálí svršky, ale také proto, že nemůže zcela vyloučit hliník Vzhledem k vnitřnímu pnutí slitinového profilu je to absolutně odpadní produkty jako kroucení, kroucení a špatná funkce před a po stárnutí.
2. Kontrola míry natažení je asi 1 % a je třeba poznamenat, že pokud je míra natažení příliš vysoká, dojde k chybám velikosti hlavy, středu a ocasu, objeví se stopy po zkroucení podobné vodě (rybí šupiny). , nízká tažnost, vysoká tvrdost a křehkost (nízká plasticita). Příliš nízká pevnost v tahu způsobí, že pevnost v tlaku a tvrdost profilu budou nízké, a dokonce ani stárnutí (kalení) nemůže tvrdost zlepšit a profil lze snadno ohýbat do oblouku.
3. Aby bylo možné velmi dobře kontrolovat velikost tahové deformace a řídit změnu velikosti celého profilu, je nutné zvolit vhodné speciální svorky a vhodné metody. Zejména otvorový materiál, obloukový materiál, konzolový materiál a klikaté profily by měly věnovat větší pozornost rozumnému a efektivnímu použití strečových upínacích podložek.
4. Dávejte pozor na sílu malých chodidel, tenkých zubů, dlouhých nohou, obloukových ploch, šikmých ploch, otvorů, hledisek atd. Aby se předešlo výskytu vad, jako je částečná nebo bodová rozměrová deformace, kroucení, popř. spirála profilu.
5. Vzhledem k tomu, že horní část má účinek odolnosti proti teplu, hliníkové profily s vysokým dekorativním vzhledem musí být obráceny vzhůru nohama a zadní stranou, aby se usnadnil rovnoměrný odvod tepla a snížily se vodorovné světlé skvrny způsobené nerovnoměrným odvodem tepla a různou krystalinitou, zejména velkou šířkou . Na povrchu je třeba věnovat větší pozornost hliníkovým profilům se silnými stěnami.
6. Během procesu regenerace, přemísťování a natahování se vzájemně nedrhněte, netahejte, neskládejte, nezasekávejte ani nezamotávejte a mezi sebou by měl být vyhrazen určitý interval. Profily z hliníkové slitiny, které se snadno ohýbají a mají krátkou délku vypouštění, by měly být včas zlikvidovány a v případě potřeby by měla být provedena údržba.
S rychlým vývojem elektronických produktů se plášť používá jako ochranný obal elektronických produktů a typy materiálů jsou také velmi široké. Skořepina hliníkového profilu je doplněním procesních kroků předběžného pokovování a galvanického pokovování na základě konvenčního procesu pokovování titanem. Proces hliníkových profilů Jedná se o vložení aktivovaných pokovených částí do vodného roztoku soli a kyseliny chlorovodíkové pro chemické ošetření; lze jej zpracovat na různé řady světlých hliníkových výrobků, jako je zlato, barva, černá a tak dále.
1. Natažení musí být provedeno poté, co se profil z hliníkové slitiny ochladí pod 50 stupňů, než jej lze přesunout do napínacího rámu za účelem protažení. Pokud je teplota příliš vysoká, natahování nejen spálí lidské tělo, ale také spálí svršky, ale také proto, že nemůže zcela vyloučit hliník Vzhledem k vnitřnímu pnutí slitinového profilu je to absolutně odpadní produkty jako kroucení, kroucení a špatná funkce před a po stárnutí.
2. Kontrola míry natažení je asi 1 % a je třeba poznamenat, že pokud je míra natažení příliš vysoká, dojde k chybám velikosti hlavy, středu a ocasu, objeví se stopy po zkroucení podobné vodě (rybí šupiny). , nízká tažnost, vysoká tvrdost a křehkost (nízká plasticita). Příliš nízká pevnost v tahu způsobí, že pevnost v tlaku a tvrdost profilu budou nízké, a dokonce ani stárnutí (kalení) nemůže tvrdost zlepšit a profil lze snadno ohýbat do oblouku.
3. Aby bylo možné velmi dobře kontrolovat velikost tahové deformace a řídit změnu velikosti celého profilu, je nutné zvolit vhodné speciální svorky a vhodné metody. Zejména otvorový materiál, obloukový materiál, konzolový materiál a klikaté profily by měly věnovat větší pozornost rozumnému a efektivnímu použití strečových upínacích podložek.
4. Dávejte pozor na sílu malých chodidel, tenkých zubů, dlouhých nohou, obloukových ploch, šikmých ploch, otvorů, hledisek atd. Aby se předešlo výskytu vad, jako je částečná nebo bodová rozměrová deformace, kroucení, popř. spirála profilu.
5. Vzhledem k tomu, že horní část má účinek odolnosti proti teplu, hliníkové profily s vysokým dekorativním vzhledem musí být obráceny vzhůru nohama a zadní stranou, aby se usnadnil rovnoměrný odvod tepla a snížily se vodorovné světlé skvrny způsobené nerovnoměrným odvodem tepla a různou krystalinitou, zejména velkou šířkou . Na povrchu je třeba věnovat větší pozornost hliníkovým profilům se silnými stěnami.
6. Během procesu regenerace, přemísťování a natahování se vzájemně nedrhněte, netahejte, neskládejte, nezasekávejte ani nezamotávejte a mezi sebou by měl být vyhrazen určitý interval. Profily z hliníkové slitiny, které se snadno ohýbají a mají krátkou délku vypouštění, by měly být včas zlikvidovány a v případě potřeby by měla být provedena údržba.


