- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Záležitosti vyžadující pozornost před extruzní výrobou hliníkových profilů pro pouzdra LED trubic
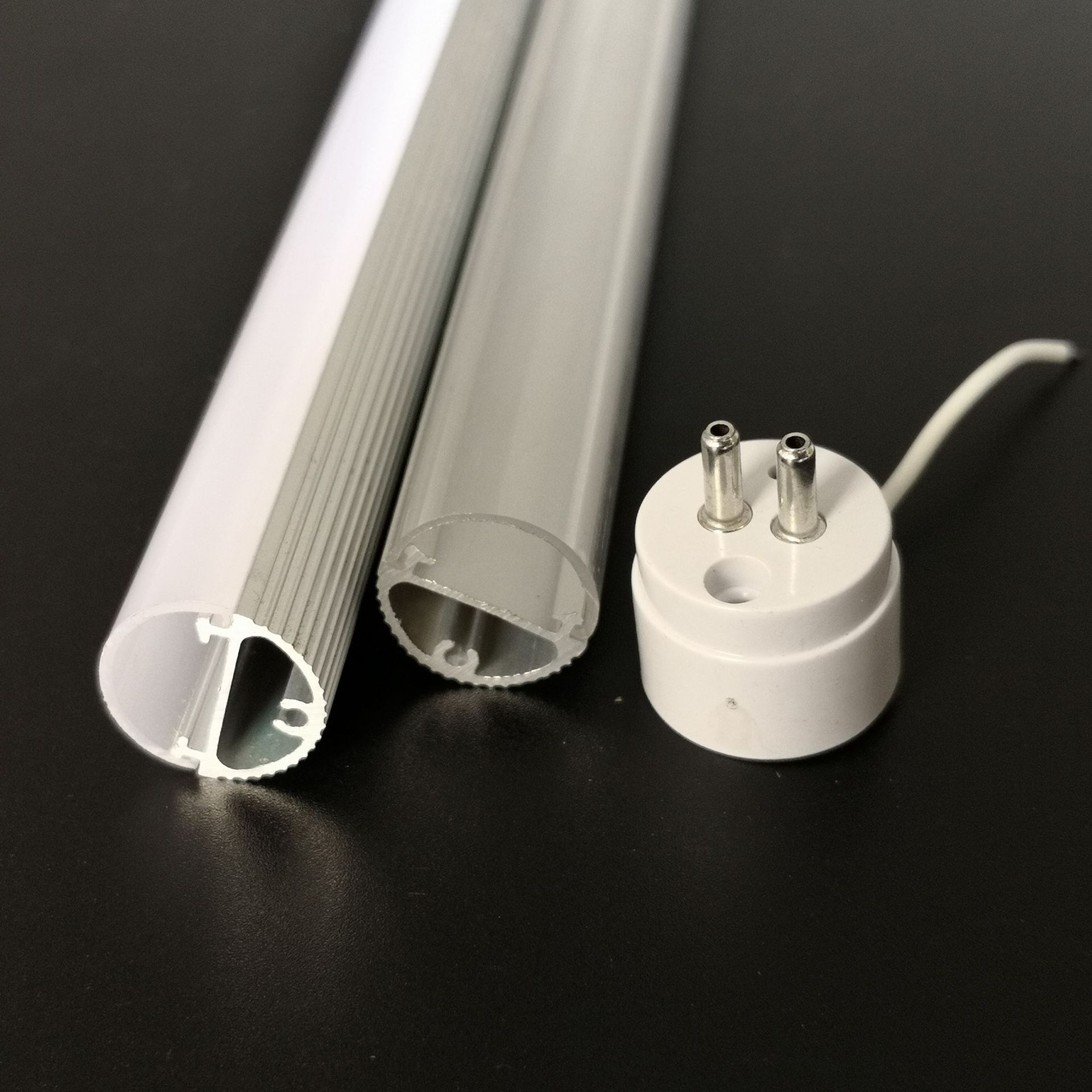
Společnost JE denně vytlačuje na stroji velké množství hliníkových profilů. Zajímá vás, jak naše společnost zajišťuje kvalitu a stabilitu lisování hliníku? Ve skutečnosti je každý krok procesu vytlačování velmi důležitý. Dnes vám redaktor představí opatření před extruzí hliníku naší firmy JE:
(1) Používejte pokročilé nástroje ke zjištění rozměrové přesnosti, tvrdosti a drsnosti povrchu formy on-line i off-line. Formy, které projdou kontrolou a přejímkou, se zaregistrují, uloží do skladu a položí na polici a při použití se vyjme pracovní pás pro leštění otvoru formy a sestaví se odklápěcí forma, profilová forma a podložka formy. zkontrolovány a po potvrzení správnosti odeslány do stroje k zahřátí;
(2) Teplota ohřevu nástroje pro vytlačování hliníkového profilu a matrice před strojem je specifikována: vytlačovací válec: 400-450 °C, vytlačovací podložka: 350 °C, vytlačovací podložka: 350-400 °C, plochá matrice: 450- 470 °C, dělená forma: 460~480, doba výdrže se vypočítá podle tloušťky formy (1,5~2 minuty/mm);
(3) Doba ohřevu nástroje pro vytlačování hliníkového profilu a matrice v peci nesmí přesáhnout 10 hodin. Pokud je čas příliš dlouhý, pracovní pás otvoru v matrici snadno zkoroduje nebo deformuje;
(4) V počáteční fázi vytlačování profilů z hliníkové slitiny musí být tlak aplikován pomalu, protože nárazová síla pravděpodobně způsobí zablokování formy. Pokud je forma zablokovaná, okamžitě zastavte stroj, aby nedošlo k rozdrcení pracovního pásu otvoru v matrici.
JE je továrna specializující se na výrobu LED trubicových pouzder, více trubicových pouzder naleznete na:
https://www.jeledprofile.com/led-tube-housing
Pro více podrobností prosím kontaktujte:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163


